
�f��㊴�
㊴����������F�ģ���һ�Nʮ�ֳ�Ҋ�Ľ����������ߣ�����ęC�����f��㊴���㊴����^܇��֮��lչ������һ�N����ĸ�C����u�γ��������ęC���wϵ��㊴����aЧ�ʸߣ����ܼӹ����N�Π��һ�����ȵ�������ڽY������څ����������ڙC�������еõ����ձ鑪�á��S���������¼��g�İlչ��㊴�Ҳ�ڲ���lչ�С�����㊴��Ĺ��������V����Ͷ࣬���õ�㊴������ܿ��Է֞��Ĵ������ͣ��������_ʽ㊴������㊴������T㊴�������㊴����@Щ㊴���������ֱ��Ӱ������C�������ܣ���ô��ô������أ������ҽo����Bһ�£�
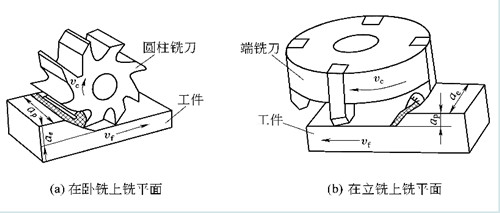
�䌍���^㊴�,�f��㊴�����ʽ㊴������ָ��㊵������D�\�Ӟ����\�ӣ����Թ�����ֱ�������D�\�ӻ�㊵�ֱ���\�Ӟ��M�o�\�ӵ������ӹ�������������r�����c㊵��������\�ӷQ������\�ӣ����������\�Ӻ��M�o�\�ӡ�
1.���\��
���\�����γəC�������ٶȻ�������Ҫ�������\�ӡ�����\���У�㊵������D�\�������\�ӡ�
2.�M�o�\��
�M�o�\����ʹ���������Ӳ������^Ͷ���������Ķ��ӹ�����������������Ҫ���\�ӡ�����\���У��������Ƅӻ��D�ӡ�㊵����Ƅӵȶ����M�o�\�ӡ����⣬�M�o�\�Ӱ��\�ӷ���ɷ֞�v���M�o���M���M�o�ʹ�ֱ�M�o���N��
�f��㊴�,��ʽ㊴����������ָ������^�������x�õ������������Ǻ�������\�Ӵ�С�ą�����������������Ă�Ҫ�أ�������ٶȡ��M�o���������Ⱥ�������ȣ���D2-45��ʾ���ڱ��C���ӹ������ܫ@����Ҫ��ӹ����Ⱥͱ���ֲڶȵ���r�£�����㊴������ߡ��A�ߵĄ��Ⱥ�ʹ�×l�����m�˵��x������ٶȡ��M�o���������Ⱥ�������ȡ�
1.�����������Ӌ��
1���f��㊴�,��ʽ㊴�����ٶ�
���\�ӵľ��ٶȼ�������ٶȣ�Ҳ����㊵��������x�������h��һ�c1 min���ڱ��ӹ����������^���L�ȣ��÷�̖vc��ʾ����λ��m/min���ڌ��H�����У������x�ú��m������ٶȣ�Ȼ�����㊵�ֱ��Ӌ����D�١�
2���f��㊴�,��ʽ㊴��M�o��
�M�o����ָ�������M�o�\�ӷ����������ڹ�����λ�������������w��r����Ҫ��������^���������N��ʾ�����Ͷ�����ʽ��
��1��ÿ�X�M�o��fz��㊵��D�^һ�����X�ĕr�g�ȣ����M�o�\�ӷ����Ϲ���������㊵����Ƅӵľ��x��ÿ�X�M�o������λ��mm/z��
��2��ÿ�D�M�o��f��㊵��D�^һ���ܵĕr�g�ȣ����M�o�\�ӷ����Ϲ���������㊵����Ƅӵľ��x��ÿ�D�M�o������λ��mm/r��
��3���M�o�ٶ�vf��㊵��D�^1 min�ĕr�g�ȣ����M�o�\�ӷ����Ϲ���������㊵����Ƅӵľ��x���M�o�ٶȣ���λ��mm/min��
3���f��㊴�,��ʽ㊴�������
��������ָͨ�^�����л��c����ֱ�ڹ���ƽ��ķ����Ϝy���ijԵ������ַQ�鱳�Ե������÷�̖ap��ʾ������������ԣ�����㊵��S������y���ĵ������빤������ȡ�
4���f��㊴�,��ʽ㊴��������
���������ָ��ƽ���ڹ���ƽ�沢��ֱ�������л��c���M�o�\�ӷ����Ϝy���ijԵ������ַQ��ȳԵ������÷�̖ac��ʾ������������ԣ��ȳԵ������ش�ֱ��㊵��S������y���Ĺ������������ֵijߴ硣
